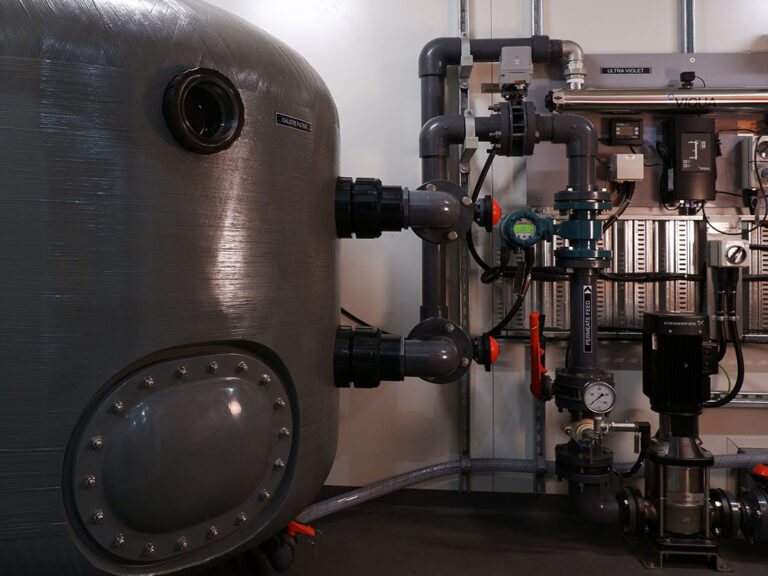
We were contracted to upgrade an existing recycled water plant to supply potable water at an remote Glencore Mining Site. This involved stabilising RO permeate water using a large calcite filter. The water was then disinfected using a validated UV sterilisation unit followed by flow paced chlorine dosing.
Housed within a 20ft container, the plant offers a treatment capacity of 100,000 L/day with an instantaneous treatment capacity of 4 L/s.
The system was designed and constructed at our state-of-the art Geelong facility to stringent mining standards, and fully pre-tested, prior to delivery.
Glencore, one of the world’s largest diversified natural resource companies with 25 mining operations in Australia. Like many mining operations in remote areas, there is a need to manage critical water supply to ensure staff are properly catered for.
Protex Water was engaged to design, manufacture and install a Sewage Treatment Plant for Moore Park Beach Holiday Park, north of Bundaberg in Queensland…
As part of the new Train Manufacturing Facility in Torbanlea, Protex Water worked closely with Axis Plumbing and John Holland to design, manufacture, and commission a new Sewage Treatment Plant (STP) with a flow rate of 35kL/day…
Cleverly designed across two 40ft containers, the system operates a twin treatment train delivering a combined throughput of 100kL/day, and featuring a modified Bardenpho biological process…
Situated at the heart of Melbourne’s CBD, the impressive 555 Collins is nearing completion. Protex Water has just supplied an Elementz Bleedwater Treatment Plant to the development…
Packaged across four, 40ft containers, this Elementz Coal Seam Gas (CSG) Wastewater system is designed to manage a flow of 1,000kL/day and up-to 1,430kL/day…
We were asked to design two treatment plants to remove Total Nitrogen from tunnelling wastewater on the Snowy Hydro 2.0 site within the Kosciuszko National Park in the Snowy Mountains…
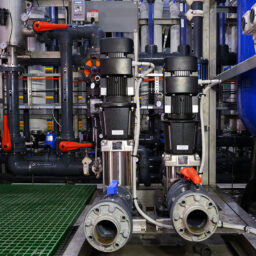
Dugald River Mine is a major zinc, lead and silver mine located near Conclurry, Queensland. As part of the mines facilities upgrades, Protex Water was asked to design, supply and commission a treatment plant to feed the mine’s village facilities with potable water…






















{kind=link}
{kind=link}
{kind=link}
{kind=link}